热镀锌钢格栅的热浸锌时间控制
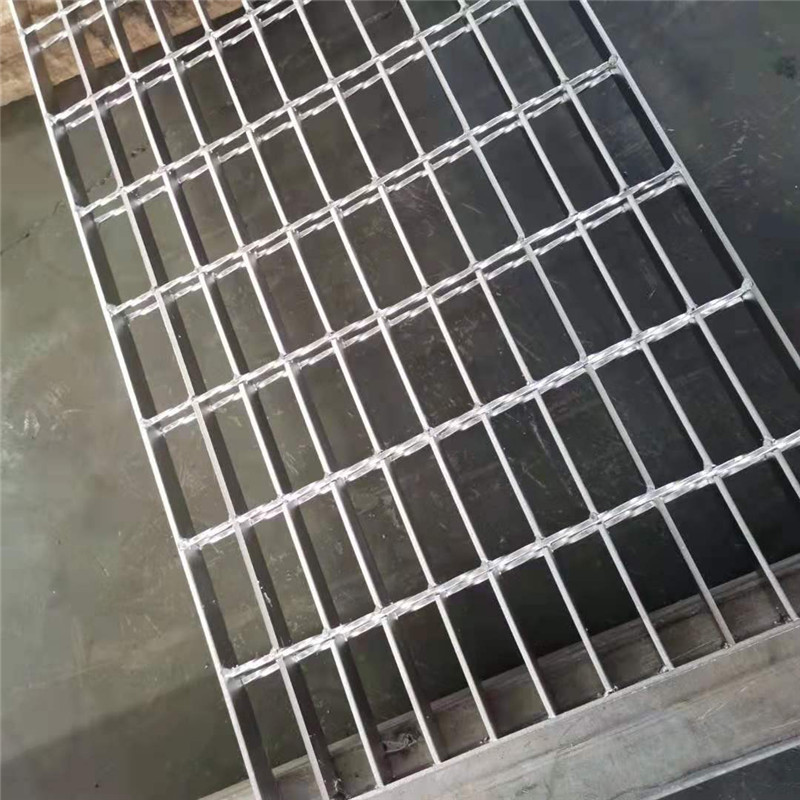
热镀锌是一种常见的防腐蚀处理方法,特别是在钢格栅的生产中。热浸锌的过程是将预处理的钢格栅浸入熔融的锌液中,以形成一层坚固的锌镀层,从而提高其耐腐蚀性和使用寿命。而在这个过程中,热浸锌时间的控制尤为重要,这是影响镀层质量和厚度的关键因素。
热浸锌时间的确定涉及多个因素,包括钢格栅的材料厚度、锌液温度以及生产工艺。一般来说,较厚的钢材需要更长的浸锌时间,以确保锌液能够充分渗透和附着;而锌液的温度则直接影响锌的流动性和镀层的形成速度。在实际操作中,通常需要通过实验来确定最佳的浸锌时间,以保障镀层的均匀性和附着力。
控制热浸锌时间的关键在于监测和调整。现代化的生产线常配备实时监测系统,可以迅速反馈锌液的温度变化和浸泡时间。这些数据能够帮助操作人员及时调整浸锌时间,以便在不影响生产效率的前提下,获得理想的镀层效果。同时,定期对设备进行维护和校准也是确保锌液温度和浸锌时间控制精准的重要环节。
在生产过程的每个环节,从钢格栅的预处理到热浸锌后的冷却,均需注意时间的控制。预处理包括去油、去锈等步骤,这些都直接关系到锌层的附着力,而这些步骤所需的时间,必须精确控制。在热浸锌之后,冷却时间同样重要,适当的冷却时间可以避免由于温度骤降造成的锌镀层开裂。
热浸锌后的后处理也不可忽视。经过锌镀后的钢格栅需要进行表面检查,以确认镀层的均匀性和光洁度。在这个阶段,适当的后处理时间和方法,能够进一步提高镀层的保护效果,延长产品的使用寿命。
热镀锌钢格栅的热浸锌时间控制是一个综合性的过程,涉及多个环节和参数的精准管理。在实际操作中,不仅要对每一个环节的时间进行有效监控,还需要积累经验,形成一套适合自身生产的操作规范。这不仅能够提高生产效率,还能在较大程度上确保产品的质量,为客户提供更加可靠的防腐蚀解决方案。通过合理控制热浸锌时间,可以实现钢格栅在多种环境下的长期使用,展现出其优越的性能和经济效益。