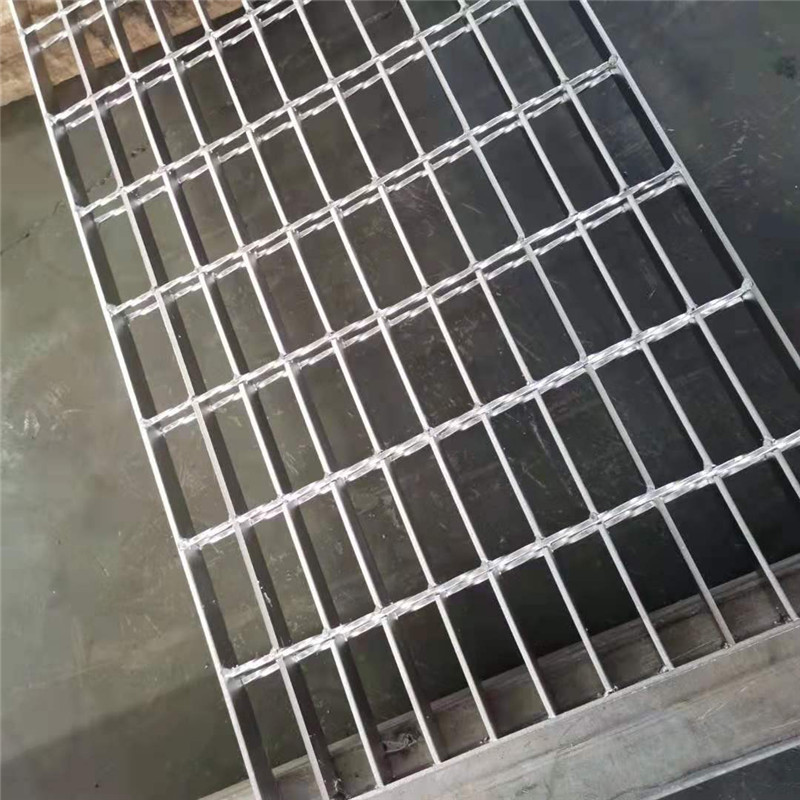
镀锌钢格栅板焊接工艺技术要点
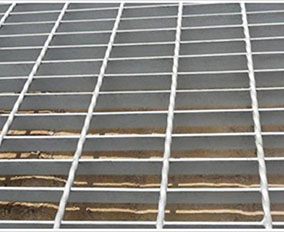
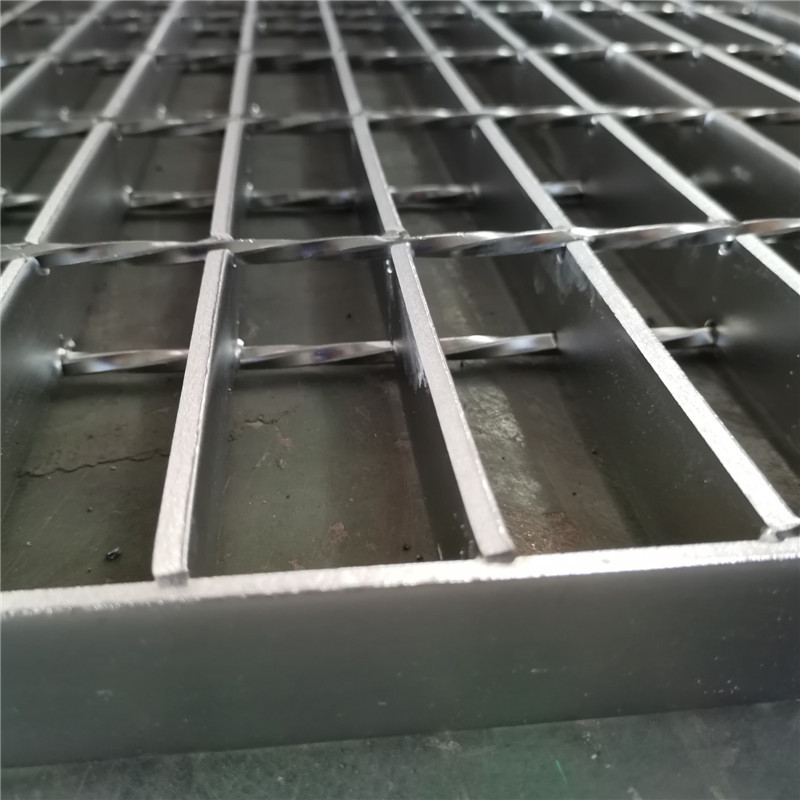
1.在负载扁钢和横杆的每个交点处,应经过焊接、铆接或压锁将其固定。
2、镀锌钢格栅板的焊接优先选用压力电阻焊,也可选用电弧焊。
3、镀锌钢格栅板的压锁可选用压力机将横杆压入负载扁钢将其固定。
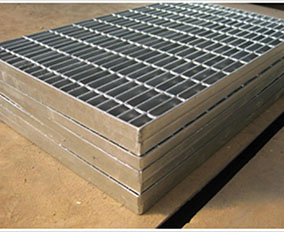
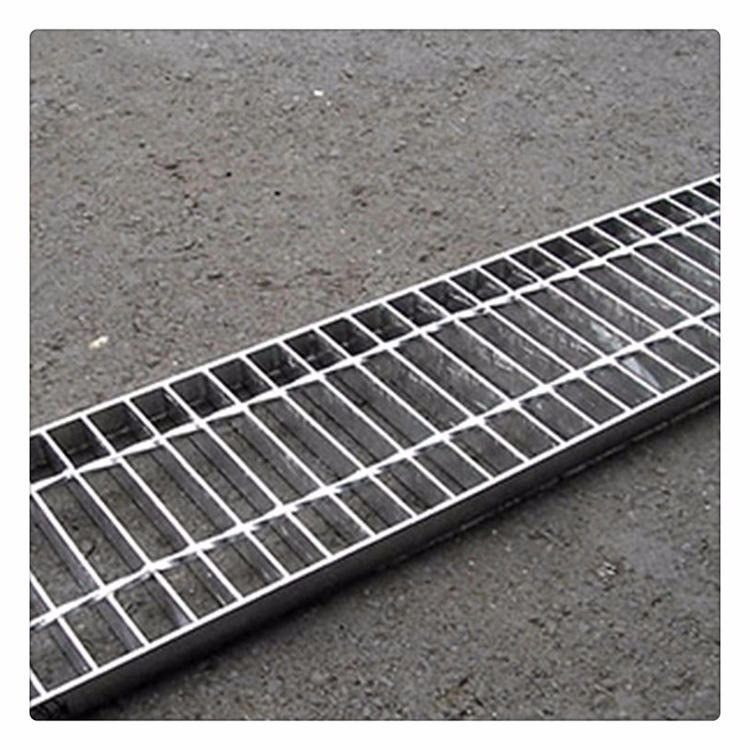
4、镀锌钢格栅板应依据用户的需求,加工成各种尺度的形状。
5、负载扁钢的距离和横杆的距离可由供需方依据规划请求断定。作工业渠道,主张负载扁钢的距离不得大于40mm,横杆距离不得大于165mm。
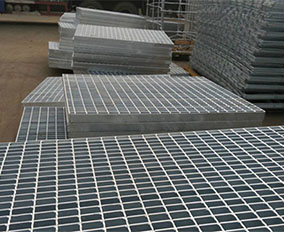
镀锌钢格栅板特点:1、强度,轻结构:牢固的网格压焊结构使其具有高承载,结构轻,便于吊装等特点
2、外形,经久耐用:热浸锌表面处理使其具有相当好的防腐能力,表面光泽美。
3、通风、采光、散热、防爆、防滑性能好。4、不积污物、不积雨雪、不积水、自清洁、易于维护